

摘要: 玻璃纤维短切原丝增强热塑性树脂基复合材料源于20世纪50年代,1957年美国Fiberfil公司首先实现玻璃纤维短切原丝增强聚苯乙烯的工业化生产,之后Fiberfil公司、美国GRTL公司和日本帝人公司等又相继开发了玻璃纤维短切原丝增强尼龙、聚氯乙烯聚碳酸酯、聚丙烯等热塑性复合材料。
玻璃纤维短切原丝具有广泛的用途,可作为热塑料的增强材料,制造团状模塑材料,其增强材料在汽车、建筑、航空、日常用品等许多领域有着广泛的应用,在中国高速的城市化进程中有着广阔的市场前景。
面对迅速发展的消费市场,玻璃纤维企业面临的主要问题是如何提高产能以满足市场的巨大需求,同时提高玻璃纤维短切技术水平,提高产品质量和竞争力,接下来我们讨论影响短切玻璃纤质量的重要配件——玻纤短切胶辊。
详述:一套完整的玻璃纤维短切设备包括以下组成部分:动力设备、刀辊、胶辊、压辊、刀具调整机构、玻纤集束供送装置、成品输出装置等。
为确保纤维切断产品的质量,切断机应具备以下条件。
1、 切断速度高,生产能力大,适应短纤维生产向大型化发展的趋势。
2、 切断长度,而且切断长度能够变换
玻纤短切胶辊(要求)
在玻纤生产过程中由于为增加产量,必须调高切割转速,且必须于短时间恢复胶辊受锋利刀口伤痕且能将纤丝整排同时切断之严格要求,所以胶辊必须具备软硬度适中,韧性要好,伤痕小,不产生内生热以防止摩擦生热产生高温,而且耐水解,耐磨,减少拆装停机次数为理想之制品。
目前,国内市场上应用多的玻纤短切胶辊主要技术成分是甲苯二异氰酸酯(简称TDI)和二苯基甲烷二异氰酸酯(简称MDI)。但是由于它们熔点偏低:TDI为21℃,MDI为37℃。不能适应新的产能要求,正逐步被淘汰。
玻纤短切胶辊(现情)
国内几家大型玻纤厂家都在使用进口原料(1,5萘二异氰酸酯)NDI所生产的聚氨酯胶辊,该技术解决了内生热问题,提高了生产效率,但还有诸多问题有待解决。
玻纤短切胶辊(重要性)
a.使用寿命:使用寿命的长短至关重要。直接影响生产效率。特别是大型企业,产能要求之高,越少的换机次数,换来的是越高的生产产能。还有一方面不可小觑,那就是可以降低生产成本:配合好刀辊的前提下,胶辊的使用寿命越长,刀辊自然也会配合的越好,刀具的磨损未被好的胶辊频繁换机而得到寿命延长。也说明了胶辊的回弹性比较好!
b.掉屑量:通常玻纤生产厂家会检测胶辊掉屑量来认定胶辊质量好坏,方式是:把新的胶辊装在动力设备上,让其空转再与刀辊正常切割,时间5分钟。看总共掉多少屑量。如果掉的屑多,则会影响玻纤的纯度,如果掉的少,但屑为块状,则也会影响玻纤质量。所以胶辊的掉屑量的控制是极为重要的。
c.硬度:玻纤短切胶辊的硬度要控制在90度正负2度的范围。因为硬度高了,刀具磨损太快。硬度低了,玻纤又切不断。所以胶辊的配方要做到分亳不差。并且要求在使用过程中不因摩擦温度的升高导致原有硬度的降低。
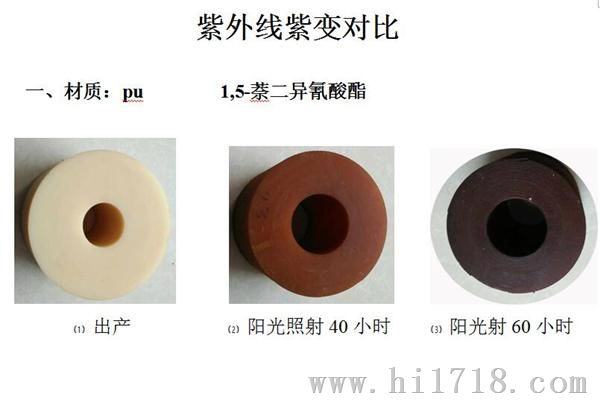
d.颜色:颜色的要求为的是因无法避免切割胶辊掉出的屑与玻纤混入影响感观,在后期作为填充料时无法应用于高透明的材质里。所以颜色需要与玻纤越接近越好。
以上重要4点直接关系到玻纤的短切率(短切试样总质量中除去未切断原丝质量其余所占的质量比),短切率是衡量短切原丝产品质量的重要指标之一。国标JC/T896-2002,玻璃纤维短切原丝对短切玻璃纤维产品要求95%的短切率,有企业甚至提高到98%的短切率,并出于成本考虑还要求较低的熔损率。这无一不和胶辊的技术紧密相连。
玻纤短切胶辊(发展)
通过聚氨酯技术水平的提升,反过来推动玻璃纤维短切胶辊的研究,使短切玻璃纤维的相关研究与生产进入一个双螺旋性上升的过程。
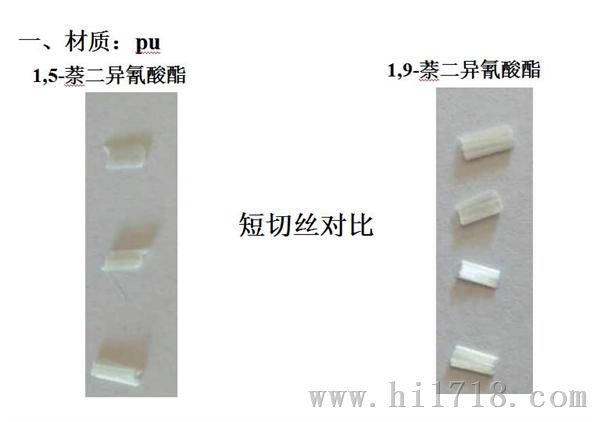
以上海维特锐实业发展有限公司为代表,率先开发出1,9萘二乙氰酸酯,生产出的玻纤短切胶辊解决多种问题并填补了国家空白——在强烈的紫外线照射下不会变紫变黑。这大大提高了短切玻纤应用范围,对我国玻纤产业的发展具有非常重要的意义。
实验数据:

结论:
1, 胶辊的技术对玻纤的成品合格率及工长时效工作效率影响至关重要。
2, 分析得出选择玻璃纤维短切胶辊时,在具备好的硬度和耐磨的基础上更应该注重其打磨后的变化对玻纤成品的影响。
3, 选用1,9萘二乙氰酸酯制得的胶辊与1,5萘二乙氰相比较。1,9萘二乙氰酸酯的胶辊具有较长的使用寿命。并且硬度基本不会发生变化,这样将大大提高原丝生产率。